
Highly Selective Diffusion Dialysis Membranes, developed by Shanghai Sanji New Material Technology Co., Ltd. (brand: Smax), are specialized membrane products designed for aluminum profile, titanium dioxide, stainless steel, and other industrial manufacturers. These membranes address critical pain points including high waste acid treatment costs, excessive fresh acid consumption, and large volumes of waste salt from neutralization. Their core differentiator is the domestically exclusive phosphoric acid recovery membrane, with processing efficiency twice that of domestic peers. To date, the product has served hundreds of clients across China and Southeast Asia (including completed projects in Malaysia), helping users achieve 80%-90% acid recovery rates and reduce annual operational costs by approximately $25,000. Certified with ISO9001, ISO45001, and recognized as a High-Tech Enterprise, it complies with global industrial standards and is a trusted solution in waste acid recycling.
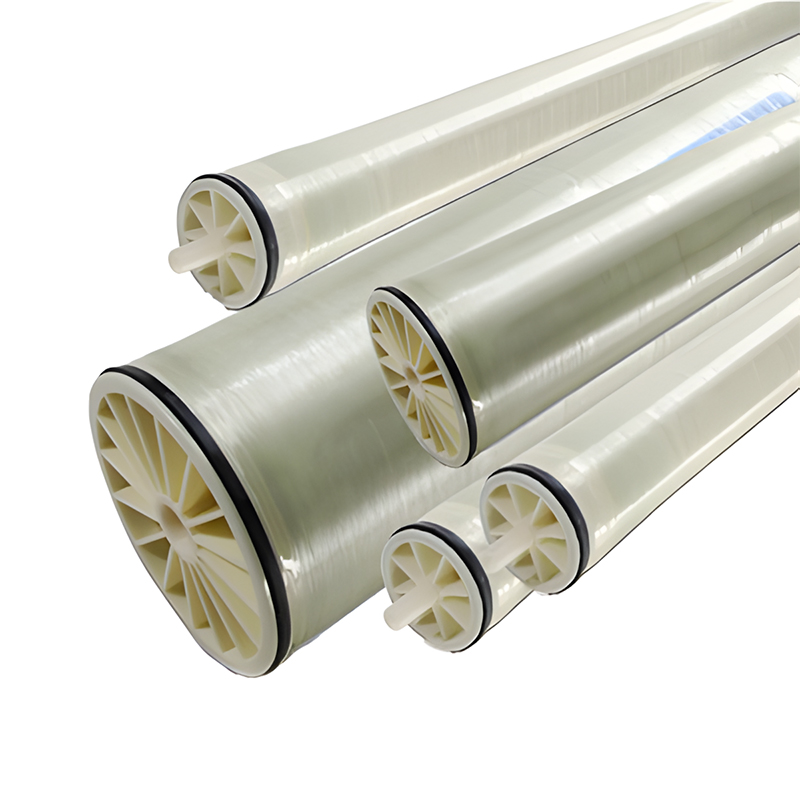
Product Name: Highly Selective Diffusion Dialysis Membranes
Manufacturer: Shanghai Sanji New Material Technology Co., Ltd.
Product Positioning: Highly selective membrane for efficient inorganic waste acid recovery and metal ion retention in harsh industrial environments
Target Clients: Aluminum profile, titanium dioxide, stainless steel, electronic etching, aluminum foil, surface treatment enterprises
Service Coverage: Domestic China (Shanghai, Shandong, Qinghai, etc.), Southeast Asia (Malaysia with operational projects)
Service Methods: Direct sales of membrane products; customized integrated solutions (membrane + equipment + process design + installation & commissioning); engineering supporting cooperation with environmental firms and design institutes

| User Core Pain Point | Exclusive Solution | Direct Value for Users |
|---|---|---|
| High waste acid treatment costs and excessive fresh acid consumption | Highly selective diffusion dialysis membranes with 80%-90% acid recovery rate | Reduces annual acid costs by 51%, cuts overall operational expenses by ~$25,000 per enterprise |
| Large volume of waste salt generated from neutralization processes | Efficient metal ion retention (>95%) to minimize waste salt production | Reduces waste disposal costs by 62% and lowers environmental compliance risks |
| Low efficiency of conventional waste acid recovery solutions | Domestically exclusive phosphoric acid recovery membrane with 2x higher processing efficiency than domestic peers | Boosts recycling efficiency to international first-tier levels, shortens investment payback period |
Core Capabilities: 80%-90% acid recovery rate, >95% metal ion retention, compatibility with hydrochloric, sulfuric, and phosphoric acids
Applicable Scenarios: Aluminum profile anodizing, titanium dioxide pickling, stainless steel surface treatment
Core Value: Significantly reduces fresh acid procurement costs and waste disposal expenses, improves resource utilization efficiency
Core Capabilities: High ion selectivity, stable performance in harsh industrial conditions, long service life (≥5 years)
Applicable Scenarios: Electronic etching waste acid treatment, aluminum foil production waste acid recycling
Core Value: Ensures high-purity recovered acid, reduces secondary pollution risks, lowers long-term maintenance costs
Exclusive Technological Leadership: Domestically exclusive phosphoric acid recovery membrane, with processing efficiency 2x higher than domestic counterparts, reaching international first-tier standards. Supported by 2 independent invention patents (ZL202110932816.8, ZL202111067052.7), ensuring unique technical barriers for users.
Proven Field Performance: Over 200 sets of supporting equipment in stable operation across 100+ industrial projects, with a team boasting 10+ years of on-site service experience. Minimizes project risks with mature, verified solutions.
Comprehensive Compliance & Qualifications: Certified as a High-Tech Enterprise, Specialized, Sophisticated, Unique and New Small and Medium Enterprise, with ISO9001 and ISO45001 system certifications. Ensures product quality and compliance with global industrial environmental standards.
Average performance metrics for users: 80%-90% acid recovery rate, >95% metal ion retention rate, ~$25,000 annual cost savings per enterprise.
Jingke Aluminum (New Materials Industry): Faced high fresh acid costs and large waste salt discharge, adopted Smax highly selective diffusion dialysis membranes, achieving 85% acid recovery rate and reducing annual operational costs by $28,000.
Haierxi Biotechnology (Food & Pharmaceutical Industry): Needed efficient waste acid treatment for production processes, our solution cut acid procurement costs by 53% and reduced waste salt generation by 60%.
Standard Membrane Direct Sales: Suitable for small and medium-sized enterprises with standard process needs, fast delivery within 7-15 working days.
Customized Integrated Solutions: Suitable for large-scale enterprises with specific water quality and process requirements, including membrane, equipment, process design and installation, delivery within 30-45 working days.
Engineering Supporting Cooperation: Suitable for environmental engineering companies and design institutes, providing core membrane components and technical support, flexible delivery based on project schedules.
Pre-sales: One-on-one professional consultation, water sample testing, customized solution design, free pilot testing support to verify effectiveness before full deployment.
On-sales: On-site installation and commissioning, professional operation training, full-process project tracking to ensure smooth launch.
After-sales: 7×24 technical support, regular on-site inspections, fast spare parts supply, lifetime technical guidance to maintain stable operation.
Official Website: https://www.smaxnms.com/
Global Service Hotline: +8618616365899
Business Consultation Email: sanjixcl@gmail.com


















































